- Heat Exchanger
- Flash Vessel \ Vapor Liquid Separator
- Condenser
- Cooling Tower
- Vapor Ducts\ Inter connecting pipes
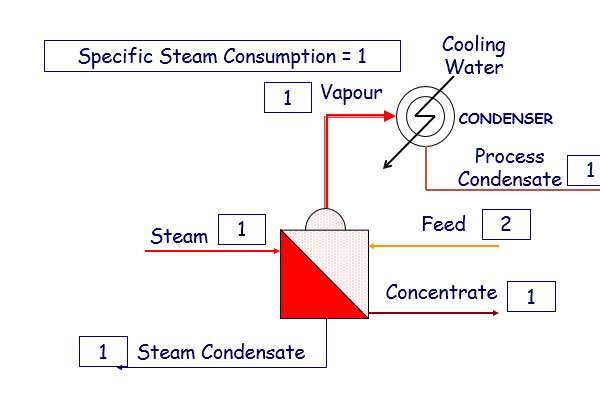
- For every one kg of water evaporation we require 1 kg of steam. Hence the Steam requirement is 1:1
- Vapor generated in the evaporator is condensed in the condenser by giving off its heat energy to the atmosphere through the cooling water.
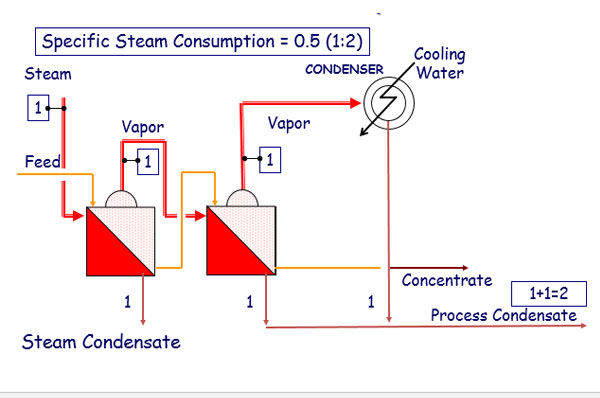
- Live Steam is used as heat source in the 1st effect.
- Vapor generated in the 1st effect is used as heat source in the 2nd effect
- Vapor generated in the 2nd effect is condensed in the cooling tower
- Hence using 1 kg of steam 2 kg of feed is evaporated
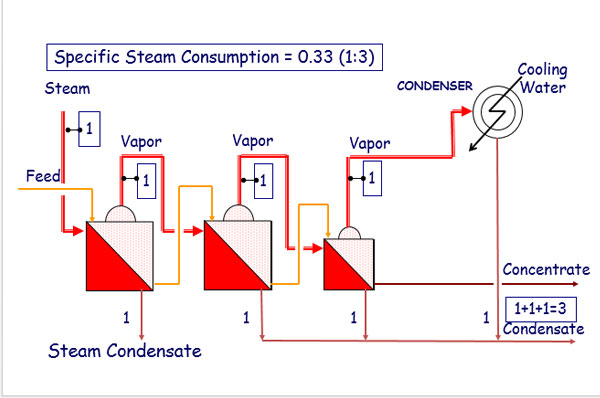
- Live Steam requirement is one Third of the evaporation rate.
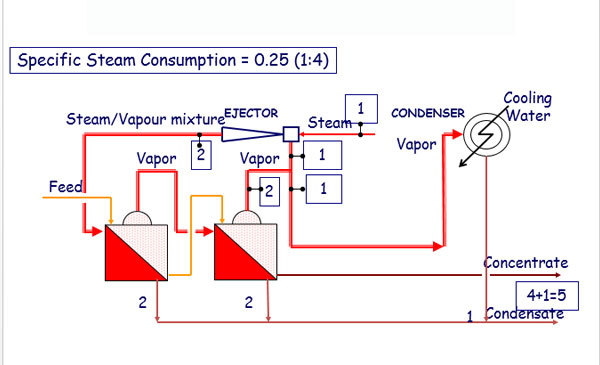
- Live Steam requirement is One fourth of the evaporation rate.
- For N-effect evaporator the steam requirement will be reciprocal of number effects say 1/N.
- No. of effects cannot be increased beyond certain value because of practical limitations and hence the steam economy of the system
- In preceding discussions we found that Vapor generated in the last effect of the evaporator is condensed in a condenser using cooling water and the heat energy in it is wasted to atmosphere.
- If we could re use that vapor that goes as waste in to the cooling water the system economy shall be further improved
- Instead of wasting vapor emerging from the last effect if we could use it in the evaporator itself as heating media we can save more energy.
- But the temperature of the vapor evolved from last effect is always under lower temperature compared to their succeeding effects.
- In order to increase the temperature of the steam we have to increase its pressure according to law of Physics.
- Therefore we need to compress the vapor to raise its pressure and that will result in increase of its temperature.
- Hence the name ‘Vapor Compression’
- A blower, compressor or jet ejector is used to compress the emerging vapor, and thus, increase the pressure of the vapor produced and reusing it.
- In this evaporator a part of vapor emerging from any effect is reused as heating media in that and preceding effects by increasing its pressure by compression.
- If the pressure of the vapor is increased by compression performed by high pressure motive steam ejectors, the process is usually called
- Thermo vapor re-compression (TVR)
- If compression is performed by a mechanically-driven compressor or blower, this evaporation process is usually referred to as MVR (Mechanical Vapor Recompression)
- The compressor is necessarily the core of the unit. Compressors used for this application are usually of the centrifugal type
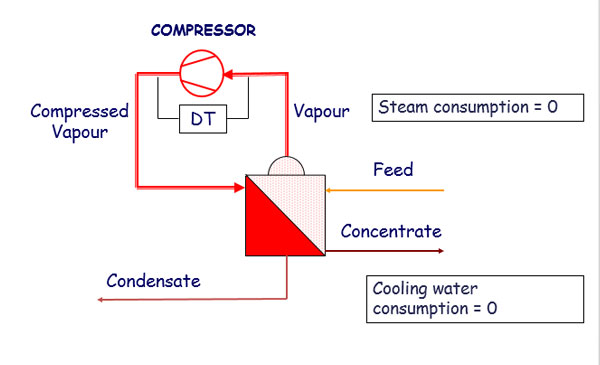
- MVR Process
- TVR Process
In this case the energy input to the system lies in the pumping energy of the compressor (Electrical energy).
The energy input is here given by the energy of the motive steam. (Heat energy)
- A vapor-compression evaporator, can make reasonably clean water from any effluent water source.
- The resulting condensate shows a typical residual salt content of is around 250 ppm.
- This results in a usable water, if the other process requirements are fulfilled.
- The dyeing effluent water has TDS about 45,000 mg/L shall be concentrated further to 400,000mg/L using a evaporator.
- This will results in reduction of effluent about 1/10th of its original volume.
- Evaporator chiefly differs from RO thanks to its ability to make clean water from effluents with HighTDS level of 40,000 mg/L and high COD values without any pre treatment and concentrate them up to a TDS level of 4,00,000 mg/L.
- RO can not make clean water from sources higher in TDS approximately 35,000 mg/L.
- Excellent water quality, which can be used in the process itself
- High recovery rate leaving only a small volume of concentrate for final disposal (eg. solar drying)
- Consistent condensate water quality
- Not very sensitive to changes in feed water quality
- Simple pre-treatment is enough
- Cost savings in land allocated for conventional treatment
- Fresh water cost savings, including possible softening costs
- Heated condensate water for the process